
 En
En
Rumah / Berita / Pengencang Self-Clinching: Cara Kerjanya, Jenis Yang Digunakan, dan Cara Menentukannya dengan Benar



Kami menyambut Anda untuk menghubungi kami, tidak hanya pemasok Anda yang andal, tetapi juga mitra bisnis Turstworthy Anda.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
Pengencang self-clinch adalah komponen perangkat keras yang direkayasa secara presisi — mur, stud, standoff, pin, dan dudukan pengikat kabel — yang dipasang secara permanen ke dalam lembaran logam tipis dengan menekannya ke dalam lubang yang sudah dilubangi menggunakan alat press punch, punjung press, atau alat penyisipan hidrolik. Tidak seperti pengencang yang dilas yang membutuhkan panas, atau sisipan berikat perekat yang mengandalkan ikatan kimia, pengencang self-clinching mengikat dirinya secara mekanis melalui proses pembentukan dingin: cincin clinching bergerigi atau knurled dari pengikat memindahkan material dari lembaran ke dalam alur undercut yang dirancang khusus saat tekanan diterapkan, menciptakan sambungan permanen yang dipasang rata yang tidak dapat diputar atau didorong keluar dari panel.
Fisika instalasi self-clinching patut dipahami karena menjelaskan mengapa persyaratan proses tidak dapat dinegosiasikan. Ketika tekanan penyisipan diterapkan, landasan clinching pengikat yang mengeras memasuki lubang yang dilubangi, dan geometri shank memindahkan material lembaran yang lebih lembut ke luar dan kemudian ke dalam ke dalam alur undercut di bawah cincin clinching. Logam yang dipindahkan ini secara mekanis mengunci di sekitar bagian bawah, menciptakan sambungan yang beban dorong keluarnya ditentukan oleh kekuatan geser kolom logam yang dipindahkan. Bahan panel harus lebih lembut dari bahan pengikat — biasanya setidaknya Rockwell B 20 — agar deformasi plastis ini terjadi dengan bersih tanpa memantul atau gagal mengisi bagian bawah.
Hasilnya adalah pengikat yang menjadi bagian permanen dari panel lembaran logam, rata dengan atau sedikit menonjol pada satu permukaan, memberikan titik sambungan berulir atau tidak berulir berkualitas tinggi yang dapat digunakan dengan pengikat kawin standar apa pun. Teknologi self-clinching dikembangkan dan dipatenkan oleh Penn Engineering (merek PEM) pada tahun 1940-an dan sejak itu menjadi metode pemasangan standar global untuk rakitan lembaran logam di bidang manufaktur elektronik, telekomunikasi, otomotif, dirgantara, dan peralatan industri, dengan lusinan produsen yang memproduksi lini produk yang kompatibel dengan merek termasuk Sherex, Wurth, Optimas, dan Bollhoff.
Itu pengikat yang dapat menempel sendiri keluarga mencakup berbagai jenis fungsional, masing-masing dirancang untuk memecahkan kebutuhan mekanis tertentu dalam rakitan lembaran logam. Memilih jenis yang benar sebelum menentukan ukuran benang atau bahan akan menghemat pengerjaan ulang secara signifikan dan memastikan pengikat yang dipasang benar-benar menjalankan fungsi yang diinginkan dalam produk rakitan.
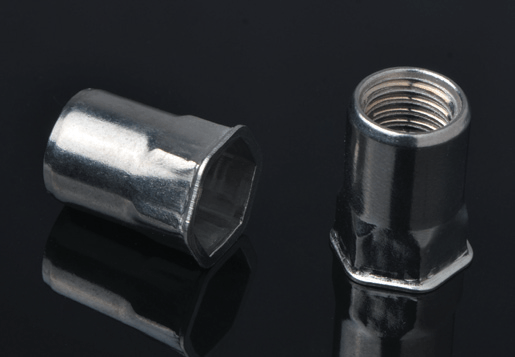
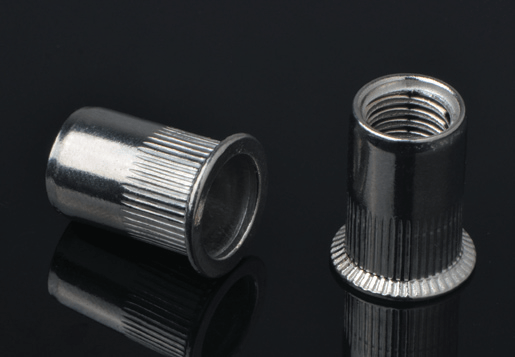
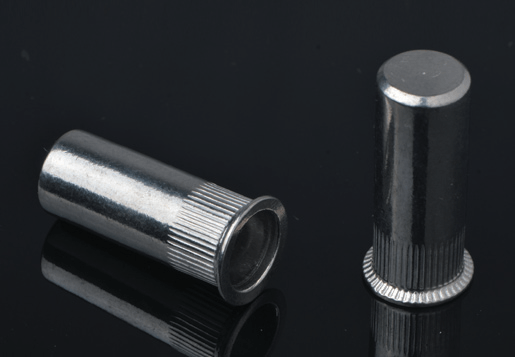
Mur self-clinching — juga disebut mur clinch atau mur PEM — adalah jenis yang paling banyak digunakan. Mereka memasang rata ke dalam panel dari satu sisi dan menyediakan lubang berulir untuk baut kawin atau sekrup mesin dari kedua sisi. Mur yang dipasang memiliki permukaan yang bersih, rata, atau sedikit terangkat yang sepenuhnya kompatibel dengan baut ulir metrik dan terpadu standar. Mur penjepit tersedia dalam pitch ulir standar, ulir halus, dan ulir metrik ISO dari M2 hingga M12, yang mencakup berbagai ukuran pengikat yang digunakan dalam penutup lembaran logam, braket, dan panel struktural. Mereka digunakan di mana pun lembaran logam tipis tidak memberikan ketebalan material yang cukup untuk menghasilkan benang yang dapat diandalkan, yang dalam praktiknya berarti hampir semua lembaran baja di bawah 3 mm dan lembaran aluminium apa pun di bawah 5 mm.
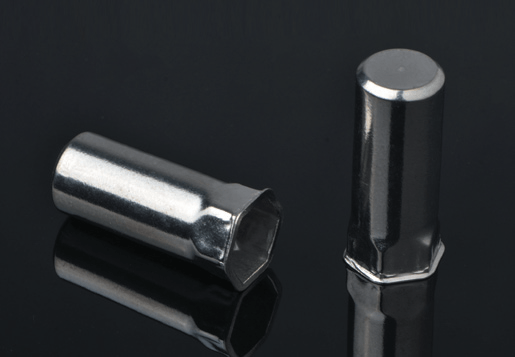
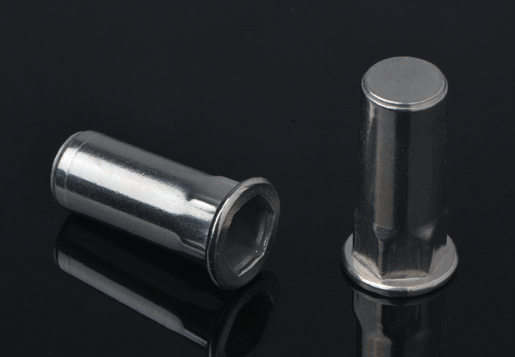
Kancing yang dapat menempel sendiri dipasang secara permanen ke dalam panel dengan tiang berulir yang menonjol dari permukaan pemasangan, menyediakan tiang berulir tetap yang menerima mur di sisi lainnya. Hal ini menghilangkan kebutuhan untuk menahan baut agar tetap diam sambil mengencangkan mur pada sisi yang berlawanan — tiang dipasang pada panel dan tidak dapat berputar, sehingga perakitan hanya memerlukan mur dan kunci pas di satu sisi. Kancing penjepit digunakan untuk pemasangan komponen dalam selungkup elektronik, untuk memasang panel ke rangka sasis, dan untuk rakitan apa pun yang memerlukan ulir eksternal permanen di lokasi yang bagian belakang panelnya tidak dapat diakses selama perakitan akhir. Benang ini tersedia dalam varian ulir penuh dan ulir parsial serta panjang mulai dari 4 mm hingga 50 mm untuk sebagian besar ukuran ulir umum.
Kebuntuan yang dapat dipasang sendiri adalah spacer silinder berongga berulir atau tidak berulir yang dipasang secara permanen ke dalam panel dan memberikan pemisahan yang pasti dan tetap antara panel dan komponen kedua — biasanya papan sirkuit tercetak, pelat penutup, atau panel sasis bertumpuk. Mereka sangat penting dalam perakitan elektronik untuk pemasangan PCB, di mana menjaga jarak yang tepat dan konsisten antara papan dan sasis logam mencegah korsleting, memungkinkan aliran udara untuk pendinginan, dan memberikan dukungan struktural yang mencegah kelenturan PCB selama perakitan dan getaran dalam servis. Kebuntuan clinch tersedia dalam konfigurasi jantan (ulir eksternal) dan betina (ulir internal), memungkinkan komponen kedua dipasang dengan mur atau sekrup tergantung pada persyaratan akses rakitan.
Di luar tipe mur inti, stud, dan standoff, kelompok self-clinching mencakup pelat mur mengambang (yang memungkinkan gerakan lateral terbatas untuk mengakomodasi ketidaksejajaran lubang selama perakitan), pin pengunci untuk aplikasi penyelarasan dan berputar, braket sudut kanan untuk pemasangan komponen tegak lurus terhadap bidang panel, dudukan pengikat kabel yang dipasang secara permanen di panel untuk perutean kabel yang bersih, dan perangkat keras akses self-clinching termasuk sekrup penahan dan pengencang seperempat putaran untuk aplikasi panel yang dapat dilepas. Setiap tipe khusus menyelesaikan tantangan perakitan tertentu dengan manfaat mendasar yang sama seperti tipe dasar — pemasangan permanen berkekuatan tinggi pada lembaran logam tipis dari satu sisi saja, tanpa pengelasan, tanpa perekat, dan tanpa memerlukan penyelesaian pasca pemasangan.
Itu fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
Self-clinching pada baja yang diperkeras, lembaran baja tahan karat seri di atas 300, atau logam keras lainnya tidak mungkin dilakukan atau menghasilkan instalasi dengan kinerja yang sangat berkurang dibandingkan dengan nilai tetapan. Untuk aplikasi yang memerlukan pengencang pada material lembaran yang lebih keras, teknologi alternatif — mur las, mur paku keling buta, atau sisipan berperekat — harus digunakan sebagai gantinya. Ini adalah salah satu kesalahan spesifikasi paling umum yang ditemui ketika para insinyur mengadopsi pengencang self-clinching untuk pertama kalinya: menerapkannya pada penutup baja tahan karat tanpa memverifikasi kekerasan lembaran terhadap persyaratan kekerasan pengikat.
| Bahan Lembaran | Kekerasan Khas | Bahan Pengikat yang Kompatibel | Cocok untuk Self-Clinching? |
|---|---|---|---|
| Baja Ringan / Rendah Karbon (CR, HR) | HRB 40–80 | Baja karbon, baja tahan karat | Ya — ideal |
| Paduan Aluminium (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Baja karbon, baja tahan karat, aluminum (special) | Ya — dengan tingkat pengikat yang benar |
| Lembaran Tembaga / Kuningan | HRB 30–70 | Baja tahan karat, baja | Ya — dengan perbedaan kekerasan yang memadai |
| Baja Tahan Karat Austenitik (304, 316) | HRB 75–95 | Hanya baja yang dikeraskan | Marginal — verifikasi kekerasan; mempertimbangkan alternatif |
| Baja Keras / Kekuatan Tinggi | HRC 25 | Tidak ada yang praktis | Tidak — gunakan mur las atau mur paku keling buta |
Untuk rakitan lembaran aluminium, pengencang self-clinching baja standar dipasang dengan benar dan memberikan beban tarik keluar yang tinggi karena perbedaan kekerasan antara pengencang baja yang diperkeras dan paduan aluminium lunak lebih dari cukup. Pertanyaan kompatibilitas galvanik terpisah dari pertanyaan kompatibilitas pemasangan — mur penjepit baja yang dipasang di panel aluminium akan menahan dengan baik namun dapat menyebabkan korosi galvanik pada antarmuka di lingkungan servis yang lembab atau basah. Untuk panel aluminium di lingkungan yang korosif, tentukan pengencang self-clinching baja tahan karat atau pengencang self-clinching aluminium jika tersedia, dan verifikasi bahwa produk khusus mur rivnut aluminium yang dirancang untuk pemasangan aluminium (yang menggunakan badan pengikat yang lebih lembut untuk menjaga perbedaan kekerasan) digunakan untuk tingkat paduan lembaran yang ditentukan.

Setiap pengikat yang dapat mengunci sendiri memiliki ketebalan lembaran minimum yang di bawahnya tindakan penjepitan tidak dapat menghasilkan kunci mekanis yang andal, dan ketebalan lembaran yang direkomendasikan untuk mengoptimalkan kinerja. Batasan ini bukan merupakan pedoman — memasang pengikat self-clinching ke dalam lembaran yang lebih tipis dari batas minimumnya akan menghasilkan pemasangan yang terlihat lengkap namun secara signifikan mengurangi kapasitas beban tarik keluar dan dorong keluar, biasanya gagal pada sebagian kecil dari kinerja terukur.
Ketebalan lembaran minimum untuk mur yang dapat mengunci sendiri pada baja biasanya 0,5–0,8 mm untuk ukuran ulir M2–M3, meningkat menjadi 1,2–1,6 mm untuk ukuran M6–M8. Ketebalan minimum ditentukan oleh volume material yang harus mengalir secara plastis ke dalam alur undercut untuk mencapai beban tarik keluar yang terukur — lembaran terlalu tipis dan tidak ada cukup material untuk mengisi undercut secara memadai. Ketebalan lembaran maksimum juga ditentukan, yang diatasnya badan pengikat tidak menonjol cukup jauh melalui lembaran untuk mengikat landasan penjepit dengan benar. Konsep rentang pegangan dari mur paku keling buta memiliki kesamaan dalam hal self-clinching: setiap produk dirancang untuk jendela dengan ketebalan panel tertentu, dan tetap berada di dalam jendela tersebut sangat penting untuk kinerja.
Pengencang yang dapat dipasang sendiri memerlukan lubang bundar yang bersih dengan diameter yang presisi — diameter lubang pemasangan memiliki toleransi yang lebih ketat dibandingkan toleransi bor pada umumnya, biasanya ditentukan pada ±0,05 mm atau lebih baik. Lubang yang dilubangi lebih disukai daripada lubang yang dibor untuk instalasi produksi self-clinching karena pelubangan menghasilkan lubang yang bersih dan berukuran akurat secara konsisten pada tingkat produksi yang tinggi, tanpa duri di sisi masuknya pelubang (sisi tempat pengikat terpasang) ketika jarak pelubang dan cetakan diatur dengan benar. Lubang yang dibor dapat digunakan untuk prototipe dan pekerjaan bervolume rendah tetapi memerlukan deburring pada kedua permukaannya dan kontrol diameter yang cermat untuk memastikan lubang tersebut berada dalam jendela toleransi ketat yang diperlukan pengikat. Lubang yang dipotong dengan laser semakin umum dan menghasilkan akurasi diameter yang sangat baik, namun mungkin memiliki sedikit zona yang terkena panas di tepi potongan sehingga mengurangi keuletan material di dinding lubang — verifikasi dengan pengujian pemasangan sebelum melakukan lubang potong laser untuk aplikasi produksi self-clinching.
Pengencang self-clinching dipasang menggunakan landasan pemasangan yang datar dan halus — baik pada bench press, arbor press, C-frame press, atau punch press produksi — yang menerapkan gaya tekan tegak lurus terhadap permukaan panel. Landasan bersentuhan dengan kepala pengikat sementara panel bertumpu pada permukaan penyangga yang datar dengan betis pengikat menonjol melalui lubang yang telah disiapkan. Saat mesin press ditutup, pengikat didorong ke dalam lembaran dan cincin penjepit mengubah bentuk material lembaran menjadi alur undercut dalam satu gerakan halus.
Itu installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
Dalam fabrikasi lembaran logam bervolume tinggi — manufaktur rak server, produksi komponen bodi otomotif, dan fabrikasi enclosure elektronik — pengencang self-clinching dipasang secara otomatis menggunakan mesin feed-and-insert khusus atau modul penyisipan yang terintegrasi ke dalam perkakas punch press. Mesin penyisipan otomatis menggunakan pengumpan mangkuk atau kemasan tape-and-reel untuk mengarahkan dan mengumpankan masing-masing pengencang ke kepala penyisipan dengan kecepatan ratusan bagian per menit, dengan sistem pemantauan penglihatan atau kekuatan untuk mendeteksi pengencang yang salah muat atau hilang dan menolak panel dengan cacat pemasangan sebelum melanjutkan lebih jauh dalam proses perakitan. Beberapa produsen mesin press pelubang menawarkan perkakas penyisipan self-clinching yang memasang pengencang dalam langkah pengepresan yang sama dengan operasi pelubangan, menghilangkan seluruh langkah penyisipan terpisah dan mencapai nol waktu siklus tambahan untuk pemasangan pengikat.
Untuk lingkungan produksi fleksibel yang menangani berbagai jenis produk, sistem instalasi robotik self-clinching yang menggunakan robot kolaboratif (cobot) yang dilengkapi dengan efektor akhir penyisipan semakin banyak diadopsi. Sistem ini dapat diprogram untuk berbagai jenis pengikat dan tata letak panel tanpa perkakas keras khusus, sehingga memberikan konsistensi pemasangan peralatan otomatis dengan fleksibilitas pengoperasian manual — kombinasi yang menarik untuk perakit lembaran logam kontrak yang menangani pekerjaan campuran tinggi dan volume sedang.
Kinerja pengikat self-clinching dicirikan oleh tiga nilai beban yang bersama-sama menentukan ketahanan pengikat terhadap gaya yang akan dialaminya selama pengoperasian. Memahami arti setiap nilai dan kaitannya dengan kondisi pembebanan aplikasi sangat penting untuk memverifikasi bahwa pengikat self-clinching memadai untuk desain sambungan.
Ituse rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
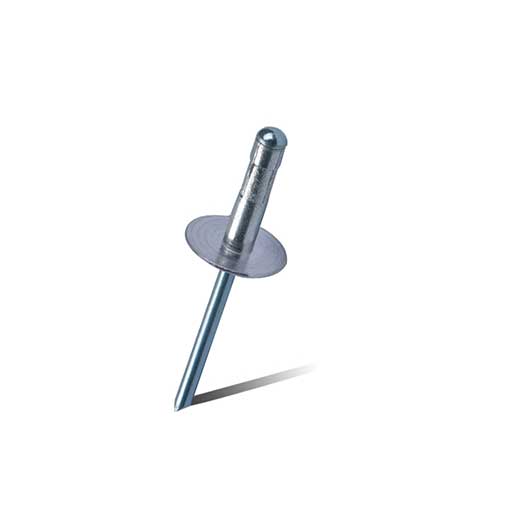
Pengencang self-clinching bersaing dengan mur las dan mur paku keling buta di banyak aplikasi lembaran logam, dan pilihan yang tepat bergantung pada kombinasi spesifik bahan lembaran, ketebalan, volume produksi, persyaratan penyelesaian permukaan, dan kendala akses perakitan. Tidak ada satu teknologi pun yang unggul secara universal – masing-masing teknologi unggul dalam konteks tertentu.
Mur las menawarkan kekuatan sambungan tertinggi dan tidak terpengaruh oleh kekerasan lembaran, tetapi memerlukan akses pengelasan dari satu atau kedua sisi, menimbulkan panas yang dapat merusak panel tipis dan merusak lapisan di dekatnya, memerlukan pembersihan pasca-pengelasan dan sering kali penyelesaian ulang zona las, dan menambah biaya operasi pengelasan yang memenuhi syarat. Ini adalah pilihan yang tepat untuk aplikasi baja struktural tebal yang persyaratan kekuatan sambungannya melebihi apa yang dapat disediakan oleh pengencang tekan, dan untuk material yang tidak memungkinkan untuk melakukan self-clinching. Mur keling buta dapat dipasang hanya dengan akses satu sisi menggunakan perkakas tangan atau pneumatik sederhana tanpa alat pres, menjadikannya lebih serbaguna untuk pemasangan di lapangan dan aplikasi retrofit, namun mur ini bergantung pada perkakas pengaturan terpisah dan meninggalkan flensa eksternal yang menonjol dari permukaan panel — kurang bersih dibandingkan pemasangan self-clinching yang rata.
Pengencang self-clinch unggul ketika volume produksi sesuai dengan perkakas tekan, ketika permukaan panel harus dipertahankan pada kedua sisinya (tidak ada percikan las, tidak ada flensa eksternal), ketika bahan lembaran cukup lunak untuk memungkinkan clinching, dan ketika pemasangan dapat dilakukan sebelum panel dilapisi atau dirakit. Mereka menghasilkan pemasangan yang lebih bersih dan lebih profesional dibandingkan mur rivnut dengan peringkat beban setara pada lembaran baja dan aluminium, dan tidak adanya ulir pengikat pahat terpisah berarti tidak ada kerusakan mandrel yang perlu ditangani dan tidak ada batasan kedalaman pengikatan ulir dari pahat penyetel. Untuk produksi penutup logam lembaran bervolume tinggi — sasis server, lemari listrik, braket otomotif, dan rumah peralatan medis — pengencang self-clinching yang dipasang oleh peralatan otomatis biasanya merupakan total biaya per sambungan terendah setelah volume sesuai dengan investasi perkakas.
Memesan pengencang self-clinching tanpa spesifikasi lengkap adalah cara yang dapat diandalkan untuk menerima produk yang salah — kombinasi jenis pengikat, ukuran benang, ketebalan lembaran, dan pilihan bahan yang tersedia dalam satu rentang pabrikan mencapai ratusan nomor komponen individual, dan deskripsi katalog yang tampak serupa dapat berbeda dalam detail dimensi kritis. Spesifikasi lengkap mencakup semua parameter berikut.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
